ਹੈੱਡਸਟੋਨ
ਪਿਛੋਕੜ
ਹੈੱਡਸਟੋਨ ਨੂੰ ਕਈ ਵੱਖ-ਵੱਖ ਨਾਵਾਂ ਨਾਲ ਜਾਣਿਆ ਜਾਂਦਾ ਹੈ, ਜਿਵੇਂ ਕਿ ਯਾਦਗਾਰੀ ਪੱਥਰ, ਕਬਰ ਦੇ ਨਿਸ਼ਾਨ, ਕਬਰਾਂ ਦੇ ਪੱਥਰ ਅਤੇ ਕਬਰ ਦੇ ਪੱਥਰ।ਇਹ ਸਾਰੇ ਹੈੱਡਸਟੋਨ ਦੇ ਕੰਮ 'ਤੇ ਲਾਗੂ ਹੁੰਦੇ ਹਨ;ਮ੍ਰਿਤਕ ਦੀ ਯਾਦ ਅਤੇ ਯਾਦ.ਹੈੱਡਸਟੋਨ ਅਸਲ ਵਿੱਚ ਫੀਲਡਸਟੋਨ ਜਾਂ ਲੱਕੜ ਦੇ ਟੁਕੜਿਆਂ ਤੋਂ ਬਣਾਏ ਗਏ ਸਨ।ਕੁਝ ਇਲਾਕਿਆਂ ਵਿੱਚ, ਪੱਥਰਾਂ (ਜਿਸ ਨੂੰ "ਬਘਿਆੜ ਪੱਥਰ" ਕਿਹਾ ਜਾਂਦਾ ਹੈ) ਸਰੀਰ ਦੇ ਉੱਪਰ ਰੱਖੇ ਗਏ ਸਨ ਤਾਂ ਜੋ ਸਫ਼ੈਦ ਕਰਨ ਵਾਲੇ ਜਾਨਵਰਾਂ ਨੂੰ ਇੱਕ ਖੋਖਲੀ ਕਬਰ ਨੂੰ ਖੋਲ੍ਹਣ ਤੋਂ ਰੋਕਿਆ ਜਾ ਸਕੇ।
ਇਤਿਹਾਸ
ਪੁਰਾਤੱਤਵ ਵਿਗਿਆਨੀਆਂ ਨੇ ਨਿਏਂਡਰਥਲ ਕਬਰਾਂ ਲੱਭੀਆਂ ਹਨ ਜੋ 20,000-75,000 ਸਾਲ ਪੁਰਾਣੀਆਂ ਹਨ।ਲਾਸ਼ਾਂ ਵੱਡੇ ਚੱਟਾਨਾਂ ਦੇ ਢੇਰਾਂ ਜਾਂ ਖੋਲਾਂ ਨੂੰ ਢੱਕਣ ਵਾਲੀਆਂ ਗੁਫਾਵਾਂ ਵਿੱਚ ਲੱਭੀਆਂ ਗਈਆਂ ਹਨ।ਇਹ ਮੰਨਿਆ ਜਾਂਦਾ ਹੈ ਕਿ ਇਹ ਕਬਰ ਸਾਈਟਾਂ ਦੁਰਘਟਨਾ ਵਿੱਚ ਸਨ।ਜ਼ਖਮੀ ਜਾਂ ਮਰਨ ਵਾਲੇ ਨੂੰ ਸ਼ਾਇਦ ਠੀਕ ਹੋਣ ਲਈ ਪਿੱਛੇ ਛੱਡ ਦਿੱਤਾ ਗਿਆ ਸੀ, ਅਤੇ ਚਟਾਨਾਂ ਜਾਂ ਪੱਥਰਾਂ ਨੂੰ ਜੰਗਲੀ ਜਾਨਵਰਾਂ ਤੋਂ ਸੁਰੱਖਿਆ ਲਈ ਗੁਫਾ ਦੇ ਅੱਗੇ ਧੱਕ ਦਿੱਤਾ ਗਿਆ ਸੀ।ਇਰਾਕ ਵਿੱਚ ਸ਼ਰਿੰਦਰ ਗੁਫਾ ਇੱਕ ਵਿਅਕਤੀ (ਸੀ. 50,000 ਬੀ.ਸੀ.) ਦੇ ਅਵਸ਼ੇਸ਼ਾਂ ਦਾ ਘਰ ਸੀ, ਜਿਸ ਵਿੱਚ ਸਰੀਰ ਦੇ ਆਲੇ-ਦੁਆਲੇ ਫੁੱਲ ਖਿੜੇ ਹੋਏ ਸਨ।
ਸਮੇਂ ਦੇ ਨਾਲ-ਨਾਲ ਦਫ਼ਨਾਉਣ ਦੇ ਕਈ ਹੋਰ ਤਰੀਕੇ ਵਿਕਸਿਤ ਹੋਏ ਹਨ।ਚੀਨੀ ਲੋਕ ਸਭ ਤੋਂ ਪਹਿਲਾਂ ਆਪਣੇ ਮੁਰਦਿਆਂ ਨੂੰ ਰੱਖਣ ਲਈ ਤਾਬੂਤ ਦੀ ਵਰਤੋਂ ਕਰਨ ਵਾਲੇ ਸਨ ਜੋ ਲਗਭਗ 30,000 ਬੀ ਸੀ ਦੇ ਆਸਪਾਸ ਸਨ ਅਤੇ 3200 ਈਸਵੀ ਪੂਰਵ ਵਿੱਚ ਮਿਸਰੀ ਫੈਰੋਨਾਂ ਦੀਆਂ ਲਾਸ਼ਾਂ ਨੂੰ ਬਾਅਦ ਦੇ ਜੀਵਨ ਲਈ ਸੁਰੱਖਿਅਤ ਰੱਖਣ ਲਈ ਮਮੀਫੀਕੇਸ਼ਨ ਅਤੇ ਇਮਬਲਿੰਗ ਦੀ ਵਰਤੋਂ ਕੀਤੀ ਗਈ ਸੀ।ਫ਼ਿਰਊਨ ਨੂੰ ਇੱਕ ਸਰਕੋਫੈਗਸ ਵਿੱਚ ਰੱਖਿਆ ਜਾਵੇਗਾ ਅਤੇ ਉਹਨਾਂ ਦੇ ਸੇਵਕਾਂ ਅਤੇ ਭਰੋਸੇਮੰਦ ਸਲਾਹਕਾਰਾਂ ਦੀ ਨੁਮਾਇੰਦਗੀ ਕਰਨ ਵਾਲੀਆਂ ਮੂਰਤੀਆਂ ਦੇ ਨਾਲ-ਨਾਲ ਸੋਨਾ ਅਤੇ ਐਸ਼ੋ-ਆਰਾਮ ਦੀਆਂ ਚੀਜ਼ਾਂ ਨਾਲ ਦਫ਼ਨਾਇਆ ਜਾਵੇਗਾ ਤਾਂ ਜੋ ਉਹਨਾਂ ਦੀ ਦੁਨੀਆ ਵਿੱਚ ਸਵੀਕਾਰਤਾ ਨੂੰ ਯਕੀਨੀ ਬਣਾਇਆ ਜਾ ਸਕੇ।ਕੁਝ ਰਾਜਿਆਂ ਦੀ ਮੰਗ ਸੀ ਕਿ ਉਨ੍ਹਾਂ ਦੇ ਅਸਲ ਸੇਵਕ ਅਤੇ ਸਲਾਹਕਾਰ ਮੌਤ ਵਿੱਚ ਉਨ੍ਹਾਂ ਦੇ ਨਾਲ ਹੋਣ, ਅਤੇ ਨੌਕਰਾਂ ਅਤੇ ਸਲਾਹਕਾਰਾਂ ਨੂੰ ਮਾਰ ਦਿੱਤਾ ਗਿਆ ਅਤੇ ਕਬਰ ਵਿੱਚ ਰੱਖਿਆ ਗਿਆ।ਦਾਹ-ਸੰਸਕਾਰ, ਜੋ ਕਿ ਮਮੀਫੀਕੇਸ਼ਨ ਦੇ ਸਮੇਂ ਸ਼ੁਰੂ ਹੋਇਆ ਸੀ, ਮੁਰਦਿਆਂ ਦੇ ਨਿਪਟਾਰੇ ਦਾ ਇੱਕ ਪ੍ਰਸਿੱਧ ਤਰੀਕਾ ਵੀ ਸੀ।ਅੱਜ ਇਹ ਸੰਯੁਕਤ ਰਾਜ ਵਿੱਚ ਨਿਪਟਾਰੇ ਦੇ ਤਰੀਕਿਆਂ ਦਾ 26% ਅਤੇ ਕੈਨੇਡਾ ਵਿੱਚ 45% ਹੈ।
ਜਿਵੇਂ-ਜਿਵੇਂ ਧਰਮਾਂ ਦਾ ਵਿਕਾਸ ਹੋਇਆ, ਸਸਕਾਰ ਨੂੰ ਨੀਵਾਂ ਸਮਝਿਆ ਜਾਣ ਲੱਗਾ।ਕਈ ਧਰਮਾਂ ਨੇ ਸਸਕਾਰ 'ਤੇ ਵੀ ਪਾਬੰਦੀ ਲਗਾ ਦਿੱਤੀ ਹੈ, ਇਹ ਦਾਅਵਾ ਕਰਦੇ ਹੋਏ ਕਿ ਇਹ ਮੂਰਤੀ-ਪੂਜਕ ਰੀਤੀ-ਰਿਵਾਜਾਂ ਦੀ ਯਾਦ ਦਿਵਾਉਂਦਾ ਹੈ।ਦਫ਼ਨਾਉਣਾ ਪਸੰਦੀਦਾ ਤਰੀਕਾ ਸੀ, ਅਤੇ ਕਈ ਵਾਰ ਮੁਰਦਿਆਂ ਨੂੰ ਕਈ ਦਿਨਾਂ ਲਈ ਘਰ ਵਿੱਚ ਰੱਖਿਆ ਜਾਂਦਾ ਸੀ ਤਾਂ ਜੋ ਲੋਕ ਉਨ੍ਹਾਂ ਦਾ ਸਨਮਾਨ ਕਰ ਸਕਣ।1348 ਵਿੱਚ, ਪਲੇਗ ਨੇ ਯੂਰਪ ਨੂੰ ਮਾਰਿਆ ਅਤੇ ਲੋਕਾਂ ਨੂੰ ਜਲਦੀ ਤੋਂ ਜਲਦੀ ਅਤੇ ਸ਼ਹਿਰਾਂ ਤੋਂ ਦੂਰ ਮੁਰਦਿਆਂ ਨੂੰ ਦਫ਼ਨਾਉਣ ਲਈ ਮਜ਼ਬੂਰ ਕੀਤਾ।ਇਹ ਮੌਤ ਅਤੇ ਦਫ਼ਨਾਉਣ ਦੀਆਂ ਰਸਮਾਂ ਉਦੋਂ ਤੱਕ ਜਾਰੀ ਰਹੀਆਂ ਜਦੋਂ ਤੱਕ ਕਬਰਸਤਾਨ ਭਰ ਨਹੀਂ ਗਏ ਅਤੇ, ਬਹੁਤ ਸਾਰੀਆਂ ਖੋਖਲੀਆਂ ਕਬਰਾਂ ਦੇ ਕਾਰਨ, ਬਿਮਾਰੀ ਫੈਲਣਾ ਜਾਰੀ ਰਿਹਾ।1665 ਵਿੱਚ, ਅੰਗਰੇਜ਼ੀ ਸੰਸਦ ਨੇ ਸਿਰਫ਼ ਛੋਟੇ ਅੰਤਿਮ ਸੰਸਕਾਰ ਕਰਨ ਦੇ ਹੱਕ ਵਿੱਚ ਫੈਸਲਾ ਦਿੱਤਾ ਅਤੇ ਕਬਰਾਂ ਦੀ ਕਾਨੂੰਨੀ ਡੂੰਘਾਈ 6 ਫੁੱਟ (1.8 ਮੀਟਰ) ਰੱਖੀ ਗਈ।ਇਸ ਨਾਲ ਬਿਮਾਰੀ ਦੇ ਫੈਲਣ ਵਿੱਚ ਕਮੀ ਆਈ, ਪਰ ਬਹੁਤ ਸਾਰੇ ਕਬਰਸਤਾਨਾਂ ਵਿੱਚ ਬਹੁਤ ਜ਼ਿਆਦਾ ਆਬਾਦੀ ਬਣੀ ਰਹੀ।
ਅੱਜ ਦੇਖੇ ਜਾਣ ਵਾਲੇ ਸਮਾਨ ਦਾ ਪਹਿਲਾ ਕਬਰਸਤਾਨ, 1804 ਵਿੱਚ ਪੈਰਿਸ ਵਿੱਚ ਸਥਾਪਿਤ ਕੀਤਾ ਗਿਆ ਸੀ ਅਤੇ ਇਸਨੂੰ "ਬਾਗ" ਕਬਰਸਤਾਨ ਕਿਹਾ ਜਾਂਦਾ ਹੈ।Pèere-Lachaise ਬਹੁਤ ਸਾਰੇ ਮਸ਼ਹੂਰ ਨਾਵਾਂ ਦਾ ਘਰ ਹੈ ਜਿਵੇਂ ਕਿ ਆਸਕਰ ਵਾਈਲਡ, ਫਰੈਡਰਿਕ ਚੋਪਿਨ, ਅਤੇ ਜਿਮ ਮੌਰੀਸਨ।ਇਹ ਇਹਨਾਂ ਬਾਗਾਂ ਦੇ ਕਬਰਸਤਾਨਾਂ ਵਿੱਚ ਸੀ ਕਿ ਹੈੱਡਸਟੋਨ ਅਤੇ ਯਾਦਗਾਰਾਂ ਵਿਸਤ੍ਰਿਤ ਕੰਮ ਬਣ ਗਈਆਂ.ਕਿਸੇ ਦੀ ਸਮਾਜਿਕ ਸਥਿਤੀ ਯਾਦਗਾਰ ਦੇ ਆਕਾਰ ਅਤੇ ਕਲਾਤਮਕਤਾ ਨੂੰ ਨਿਰਧਾਰਤ ਕਰਦੀ ਹੈ।ਮੁਢਲੀਆਂ ਯਾਦਗਾਰਾਂ ਨੇ ਜੀਵਾਂ ਵਿੱਚ ਪਰਲੋਕ ਦਾ ਡਰ ਪੈਦਾ ਕਰਨ ਲਈ ਪਿੰਜਰ ਅਤੇ ਭੂਤਾਂ ਦੇ ਨਾਲ ਭਿਆਨਕ ਦ੍ਰਿਸ਼ਾਂ ਨੂੰ ਦਰਸਾਇਆ।ਬਾਅਦ ਵਿੱਚ ਉਨ੍ਹੀਵੀਂ ਸਦੀ ਵਿੱਚ, ਸਿਰ ਦੇ ਪੱਥਰ ਸ਼ਾਂਤਮਈ ਦ੍ਰਿਸ਼ਾਂ ਦੇ ਪੱਖ ਵਿੱਚ ਵਿਕਸਤ ਹੋਏ, ਜਿਵੇਂ ਕਿ ਕਰੂਬਸ ਅਤੇ ਦੂਤ ਮ੍ਰਿਤਕਾਂ ਨੂੰ ਉੱਪਰ ਵੱਲ ਲੈ ਜਾਂਦੇ ਹਨ।ਸੰਯੁਕਤ ਰਾਜ ਨੇ 1831 ਵਿੱਚ ਕੈਮਬ੍ਰਿਜ, ਮੈਸੇਚਿਉਸੇਟਸ ਵਿੱਚ ਆਪਣਾ ਪੇਂਡੂ ਕਬਰਸਤਾਨ, ਦ ਮਾਉਂਟ ਔਬਰਨ ਕਬਰਸਤਾਨ ਦੀ ਸਥਾਪਨਾ ਕੀਤੀ।
ਕੱਚਾ ਮਾਲ
ਸ਼ੁਰੂਆਤੀ ਹੈੱਡਸਟੋਨ ਸਲੇਟ ਤੋਂ ਬਣਾਏ ਗਏ ਸਨ, ਜੋ ਕਿ ਸ਼ੁਰੂਆਤੀ ਨਿਊ ਇੰਗਲੈਂਡ ਵਿੱਚ ਸਥਾਨਕ ਤੌਰ 'ਤੇ ਉਪਲਬਧ ਸਨ।ਪ੍ਰਸਿੱਧ ਬਣਨ ਲਈ ਅਗਲੀ ਸਮੱਗਰੀ ਸੰਗਮਰਮਰ ਸੀ, ਪਰ ਸਮੇਂ ਦੇ ਬਾਅਦ ਸੰਗਮਰਮਰ ਖਤਮ ਹੋ ਜਾਵੇਗਾ ਅਤੇ ਮ੍ਰਿਤਕਾਂ ਦੇ ਨਾਮ ਅਤੇ ਵੇਰਵਿਆਂ ਨੂੰ ਸਮਝਿਆ ਨਹੀਂ ਜਾ ਸਕਦਾ ਸੀ।1850 ਤੱਕ, ਗ੍ਰੇਨਾਈਟ ਆਪਣੀ ਲਚਕਤਾ ਅਤੇ ਪਹੁੰਚਯੋਗਤਾ ਦੇ ਕਾਰਨ ਤਰਜੀਹੀ ਹੈੱਡਸਟੋਨ ਸਮੱਗਰੀ ਬਣ ਗਈ।ਆਧੁਨਿਕ ਯਾਦਗਾਰਾਂ ਵਿੱਚ ਗ੍ਰੇਨਾਈਟ ਮੁੱਖ ਕੱਚਾ ਮਾਲ ਵਰਤਿਆ ਜਾਂਦਾ ਹੈ।
ਗ੍ਰੇਨਾਈਟ ਇੱਕ ਅਗਨੀਯ ਚੱਟਾਨ ਹੈ ਜੋ ਮੁੱਖ ਤੌਰ 'ਤੇ ਕੁਆਰਟਜ਼, ਫੇਲਡਸਪਾਰ, ਅਤੇ ਪਲੇਜੀਓਕਲੇਜ਼ ਫੇਲਡਸਪਾਰ ਦੀ ਬਣੀ ਹੋਈ ਹੈ ਜਿਸ ਵਿੱਚ ਖਣਿਜਾਂ ਦੇ ਹੋਰ ਛੋਟੇ ਬਿੱਟ ਮਿਲਾਏ ਜਾਂਦੇ ਹਨ। ਗ੍ਰੇਨਾਈਟ ਸਫੈਦ, ਗੁਲਾਬੀ, ਹਲਕਾ ਸਲੇਟੀ, ਜਾਂ ਗੂੜਾ ਸਲੇਟੀ ਹੋ ਸਕਦਾ ਹੈ।ਇਹ ਚੱਟਾਨ ਮੈਗਮਾ (ਪਿਘਲੇ ਹੋਏ ਪਦਾਰਥ) ਤੋਂ ਬਣੀ ਹੈ ਜੋ ਹੌਲੀ-ਹੌਲੀ ਠੰਢੀ ਹੁੰਦੀ ਹੈ।ਠੰਢਾ ਕੀਤਾ ਮੈਗਮਾ ਧਰਤੀ ਦੀ ਛਾਲੇ ਵਿੱਚ ਤਬਦੀਲੀਆਂ ਅਤੇ ਮਿੱਟੀ ਦੇ ਕਟੌਤੀ ਦੁਆਰਾ ਖੋਜਿਆ ਜਾਂਦਾ ਹੈ।
ਡਿਜ਼ਾਈਨ
ਹੈੱਡਸਟੋਨ ਨੂੰ ਨਿਜੀ ਬਣਾਉਣ ਦੇ ਅਣਗਿਣਤ ਤਰੀਕੇ ਹਨ।ਐਪੀਟਾਫ਼ਸ ਸ਼ਾਸਤਰ ਦੇ ਹਵਾਲੇ ਤੋਂ ਲੈ ਕੇ ਅਸਪਸ਼ਟ ਅਤੇ ਹਾਸੇ-ਮਜ਼ਾਕ ਵਾਲੇ ਬਿਆਨਾਂ ਤੱਕ ਹੁੰਦੇ ਹਨ।ਨਾਲ ਵਾਲੀਆਂ ਮੂਰਤੀਆਂ ਨੂੰ ਪੱਥਰ ਦੇ ਉੱਪਰ ਜਾਂ ਉਸ ਦੇ ਕੋਲ ਉੱਕਰਿਆ ਜਾ ਸਕਦਾ ਹੈ।ਸਿਰ ਦੇ ਪੱਥਰਾਂ ਦਾ ਆਕਾਰ ਅਤੇ ਆਕਾਰ ਵੀ ਵੱਖੋ-ਵੱਖਰੇ ਹੁੰਦੇ ਹਨ।ਆਮ ਤੌਰ 'ਤੇ, ਸਾਰੇ ਪੱਥਰ ਮਸ਼ੀਨ ਨਾਲ ਪਾਲਿਸ਼ ਕੀਤੇ ਜਾਂਦੇ ਹਨ ਅਤੇ ਉੱਕਰੀ ਜਾਂਦੇ ਹਨ, ਫਿਰ ਹੱਥਾਂ ਨਾਲ ਬਾਰੀਕ ਵਿਸਤ੍ਰਿਤ ਹੁੰਦੇ ਹਨ।
ਨਿਰਮਾਣ
ਪ੍ਰਕਿਰਿਆ
- ਪਹਿਲਾ ਕਦਮ ਪੱਥਰ ਦੀ ਕਿਸਮ (ਆਮ ਤੌਰ 'ਤੇ ਸੰਗਮਰਮਰ ਜਾਂ ਗ੍ਰੇਨਾਈਟ) ਅਤੇ ਰੰਗ ਦੀ ਚੋਣ ਕਰਨਾ ਹੈ।ਗ੍ਰੇਨਾਈਟ ਬਲਾਕ ਨੂੰ ਫਿਰ ਬੈਡਰੋਕ ਤੋਂ ਕੱਟਿਆ ਜਾਂਦਾ ਹੈ.ਅਜਿਹਾ ਕਰਨ ਦੇ ਤਿੰਨ ਤਰੀਕੇ ਹਨ।ਪਹਿਲਾ ਤਰੀਕਾ ਡ੍ਰਿਲਿੰਗ ਹੈ.ਇਹ ਵਿਧੀ ਇੱਕ ਨਯੂਮੈਟਿਕ ਡ੍ਰਿਲ ਦੀ ਵਰਤੋਂ ਕਰਦੀ ਹੈ ਜੋ ਗ੍ਰੇਨਾਈਟ ਵਿੱਚ 1 ਇੰਚ (2.54 ਸੈਂਟੀਮੀਟਰ) ਅਤੇ 20 ਫੁੱਟ (6.1 ਮੀਟਰ) ਡੂੰਘੇ ਖੜ੍ਹਵੇਂ ਮੋਰੀਆਂ ਨੂੰ ਬੋਰ ਕਰਦੀ ਹੈ।ਖੱਡਾਂ ਵਾਲੇ ਫਿਰ 4 ਇੰਚ (10.1 ਸੈਂਟੀਮੀਟਰ) ਲੰਬੇ ਸਟੀਲ ਦੇ ਬਿੱਟਾਂ ਦੀ ਵਰਤੋਂ ਕਰਦੇ ਹਨ ਜਿਨ੍ਹਾਂ ਵਿੱਚ ਚੱਟਾਨ ਦੇ ਮੂਲ ਹਿੱਸੇ ਨੂੰ ਕੱਟਣ ਲਈ ਸਟੀਲ ਦੇ ਦੰਦ ਹੁੰਦੇ ਹਨ।
ਜੈੱਟ ਵਿੰਨ੍ਹਣਾ ਡ੍ਰਿਲਿੰਗ ਨਾਲੋਂ ਬਹੁਤ ਤੇਜ਼ ਹੈ, ਲਗਭਗ ਸੱਤ ਗੁਣਾ।ਇਸ ਵਿਧੀ ਵਿੱਚ, ਇੱਕ ਘੰਟੇ ਵਿੱਚ 16 ਫੁੱਟ (4.9 ਮੀਟਰ) ਦੀ ਖੁਦਾਈ ਕੀਤੀ ਜਾ ਸਕਦੀ ਹੈ।ਇਹ ਪ੍ਰਕਿਰਿਆ 2,800°F (1,537.8°C) ਲਾਟ ਦੇ ਰੂਪ ਵਿੱਚ ਦਬਾਅ ਵਾਲੇ ਹਾਈਡਰੋਕਾਰਬਨ ਬਾਲਣ ਅਤੇ ਹਵਾ ਦੇ ਮਿਸ਼ਰਣ ਨੂੰ ਬਾਹਰ ਕੱਢਣ ਲਈ ਇੱਕ ਖੋਖਲੇ ਸਟੀਲ ਸ਼ਾਫਟ ਦੇ ਨਾਲ ਇੱਕ ਰਾਕੇਟ ਮੋਟਰ ਦੀ ਵਰਤੋਂ ਕਰਦੀ ਹੈ।ਇਹ ਲਾਟ ਆਵਾਜ਼ ਦੀ ਗਤੀ ਤੋਂ ਪੰਜ ਗੁਣਾ ਹੈ ਅਤੇ ਗ੍ਰੇਨਾਈਟ ਵਿੱਚ 4 ਇੰਚ (10.2 ਸੈਂਟੀਮੀਟਰ) ਕੱਟਦੀ ਹੈ।
ਤੀਜਾ ਤਰੀਕਾ ਸਭ ਤੋਂ ਕੁਸ਼ਲ ਤਰੀਕਾ ਹੈ, ਸ਼ਾਂਤ, ਅਤੇ ਲਗਭਗ ਕੋਈ ਰਹਿੰਦ-ਖੂੰਹਦ ਪੈਦਾ ਨਹੀਂ ਕਰਦਾ।ਵਾਟਰ ਜੈੱਟ ਵਿੰਨ੍ਹਣ ਨਾਲ ਗ੍ਰੇਨਾਈਟ ਨੂੰ ਕੱਟਣ ਲਈ ਪਾਣੀ ਦਾ ਦਬਾਅ ਵਰਤਿਆ ਜਾਂਦਾ ਹੈ।ਵਾਟਰ ਜੈੱਟ ਵਿੰਨ੍ਹਣ ਦੀਆਂ ਦੋ ਪ੍ਰਣਾਲੀਆਂ ਹਨ, ਘੱਟ ਦਬਾਅ ਅਤੇ ਉੱਚ ਦਬਾਅ।ਦੋਵੇਂ ਪਾਣੀ ਦੀਆਂ ਦੋ ਧਾਰਾਵਾਂ ਦਾ ਨਿਕਾਸ ਕਰਦੇ ਹਨ, ਪਰ ਘੱਟ ਦਬਾਅ ਵਾਲੇ ਸਿਸਟਮ ਦੀਆਂ ਧਾਰਾਵਾਂ 1,400-1,800 psi ਤੋਂ ਘੱਟ ਹਨ, ਅਤੇ ਉੱਚ ਦਬਾਅ ਵਾਲੀਆਂ ਧਾਰਾਵਾਂ 40,000 psi ਤੋਂ ਘੱਟ ਹਨ।ਜੈੱਟਾਂ ਤੋਂ ਪਾਣੀ ਦੀ ਮੁੜ ਵਰਤੋਂ ਕੀਤੀ ਜਾਂਦੀ ਹੈ, ਅਤੇ ਇਹ ਤਰੀਕਾ ਗਲਤੀਆਂ ਅਤੇ ਬਰਬਾਦ ਸਮੱਗਰੀ ਨੂੰ ਘੱਟ ਕਰਦਾ ਹੈ।
- ਅਗਲਾ ਕਦਮ ਖੱਡ ਦੇ ਬੈੱਡ ਤੋਂ ਬਲਾਕ ਨੂੰ ਹਟਾਉਣਾ ਹੈ।ਵਰਕਰ 1.5-1.88 ਇੰਚ (3.81-4.78 ਸੈ.ਮੀ.) ਸਟੀਲ ਦੇ ਬਿੱਟਾਂ ਨਾਲ ਕਾਰਬਾਈਡ ਨਾਲ ਟਿਪ ਕੀਤੇ ਵੱਡੇ ਵਾਯੂਮੈਟਿਕ ਡ੍ਰਿਲਸ ਲੈਂਦੇ ਹਨ ਅਤੇ ਗ੍ਰੇਨਾਈਟ ਦੇ ਬਲਾਕ ਵਿੱਚ ਖਿਤਿਜੀ ਤੌਰ 'ਤੇ ਡ੍ਰਿਲ ਕਰਦੇ ਹਨ।ਫਿਰ ਉਹ ਕਾਗਜ਼ ਨਾਲ ਲਪੇਟ ਕੇ ਧਮਾਕੇ ਦੇ ਚਾਰਜ ਨੂੰ ਛੇਕਾਂ ਵਿੱਚ ਰੱਖਦੇ ਹਨ।ਇੱਕ ਵਾਰ ਚਾਰਜ ਸੈੱਟ ਹੋ ਜਾਣ 'ਤੇ, ਬਲਾਕ ਬਾਕੀ ਚੱਟਾਨ ਤੋਂ ਸਾਫ਼ ਬਰੇਕ ਬਣਾਉਂਦਾ ਹੈ।
- ਗ੍ਰੇਨਾਈਟ ਬਲਾਕ ਆਮ ਤੌਰ 'ਤੇ ਲਗਭਗ 3 ਫੁੱਟ (0.9 ਮੀਟਰ) ਚੌੜੇ, 3 ਫੁੱਟ (0.9 ਮੀਟਰ) ਉੱਚੇ ਅਤੇ 10 ਫੁੱਟ (3 ਮੀਟਰ) ਲੰਬੇ ਹੁੰਦੇ ਹਨ, ਜਿਨ੍ਹਾਂ ਦਾ ਭਾਰ ਲਗਭਗ 20,250 ਪੌਂਡ (9,185 ਕਿਲੋਗ੍ਰਾਮ) ਹੁੰਦਾ ਹੈ।ਵਰਕਰ ਜਾਂ ਤਾਂ ਬਲਾਕ ਦੇ ਦੁਆਲੇ ਕੇਬਲ ਲੂਪ ਕਰਦੇ ਹਨ ਜਾਂ ਹੁੱਕਾਂ ਨੂੰ ਕਿਸੇ ਵੀ ਸਿਰੇ ਵਿੱਚ ਡਰਿੱਲ ਕਰਦੇ ਹਨ ਅਤੇ ਕੇਬਲ ਨੂੰ ਹੁੱਕਾਂ ਨਾਲ ਜੋੜਦੇ ਹਨ।ਦੋਵਾਂ ਤਰੀਕਿਆਂ ਨਾਲ ਕੇਬਲ ਨੂੰ ਇੱਕ ਵੱਡੇ ਡੈਰਿਕ ਨਾਲ ਜੋੜਿਆ ਜਾਂਦਾ ਹੈ ਜੋ ਗ੍ਰੇਨਾਈਟ ਬਲਾਕ ਨੂੰ ਉੱਪਰ ਚੁੱਕਦਾ ਹੈ ਅਤੇ ਇੱਕ ਫਲੈਟਬੈੱਡ ਟਰੱਕ ਉੱਤੇ ਜੋ ਇਸਨੂੰ ਹੈੱਡਸਟੋਨ ਨਿਰਮਾਤਾ ਤੱਕ ਪਹੁੰਚਾਉਂਦਾ ਹੈ।ਖੱਡਾਂ ਦੀ ਸੁਤੰਤਰ ਮਲਕੀਅਤ ਹੁੰਦੀ ਹੈ ਅਤੇ ਨਿਰਮਾਤਾਵਾਂ ਨੂੰ ਗ੍ਰੇਨਾਈਟ ਵੇਚਦੀਆਂ ਹਨ, ਪਰ ਕੁਝ ਵੱਡੀਆਂ ਕੰਪਨੀਆਂ ਹਨ ਜੋ ਖੱਡਾਂ ਦੀਆਂ ਮਾਲਕ ਹਨ।
- ਨਿਰਮਾਣ ਘਰ 'ਤੇ ਪਹੁੰਚਣ ਤੋਂ ਬਾਅਦ, ਗ੍ਰੇਨਾਈਟ ਸਲੈਬਾਂ ਨੂੰ ਕਨਵੇਅਰ ਬੈਲਟ 'ਤੇ ਉਤਾਰਿਆ ਜਾਂਦਾ ਹੈ ਜਿੱਥੇ ਉਨ੍ਹਾਂ ਨੂੰ ਛੋਟੇ ਸਲੈਬਾਂ ਵਿੱਚ ਕੱਟਿਆ ਜਾਂਦਾ ਹੈ।ਸਲੈਬਾਂ ਆਮ ਤੌਰ 'ਤੇ 6, 8, 10, ਜਾਂ 12 ਇੰਚ (ਕ੍ਰਮਵਾਰ 15.2, 20.3, 25, ਅਤੇ 30.4 ਸੈਂਟੀਮੀਟਰ) ਮੋਟੀਆਂ ਹੁੰਦੀਆਂ ਹਨ।ਇਹ ਕਦਮ ਰੋਟਰੀ ਡਾਇਮੰਡ ਆਰੇ ਨਾਲ ਕੀਤਾ ਜਾਂਦਾ ਹੈ।ਆਰਾ 5 ਫੁੱਟ (1.5 ਮੀਟਰ) ਜਾਂ 11.6 ਫੁੱਟ (3.54 ਮੀਟਰ) ਠੋਸ ਸਟੀਲ ਹੀਰਾ ਬਲੇਡ ਨਾਲ ਲੈਸ ਹੈ।ਬਲੇਡ ਵਿੱਚ ਆਮ ਤੌਰ 'ਤੇ ਲਗਭਗ 140-160 ਉਦਯੋਗਿਕ ਹੀਰੇ ਦੇ ਹਿੱਸੇ ਹੁੰਦੇ ਹਨ ਅਤੇ ਇਸ ਵਿੱਚ ਔਸਤਨ 23-25 ਫੁੱਟ ਕੱਟਣ ਦੀ ਸਮਰੱਥਾ ਹੁੰਦੀ ਹੈ।2(2.1-2.3 ਮੀ2) ਇੱਕ ਘੰਟਾ।
- ਕੱਟੇ ਹੋਏ ਸਲੈਬਾਂ ਨੂੰ ਵੱਖੋ-ਵੱਖਰੇ ਪੱਧਰਾਂ ਦੇ ਘੁੰਮਣ ਵਾਲੇ ਸਿਰਾਂ (ਆਮ ਤੌਰ 'ਤੇ ਅੱਠ ਤੋਂ 13) ਦੇ ਹੇਠਾਂ ਪਾਸ ਕੀਤਾ ਜਾਂਦਾ ਹੈ ਅਤੇ ਵੱਖੋ-ਵੱਖਰੇ ਪੱਧਰਾਂ ਦਾ ਪ੍ਰਬੰਧ ਕੀਤਾ ਜਾਂਦਾ ਹੈ।
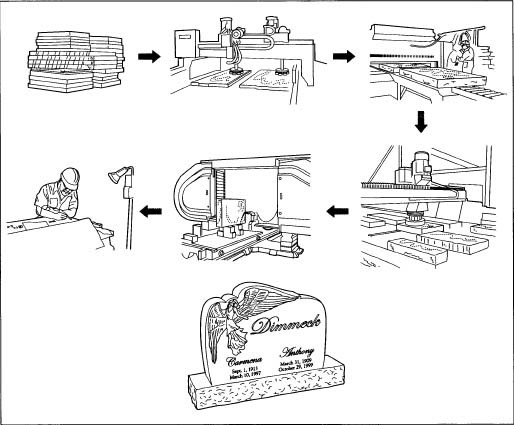
ਇੱਕ ਹੈੱਡਸਟੋਨ ਦਾ ਨਿਰਮਾਣ।
ਸਭ ਤੋਂ ਘਟੀਆ ਤੋਂ ਲੈ ਕੇ ਘੱਟੋ-ਘੱਟ ਤੱਕ।ਪਹਿਲੇ ਕੁਝ ਸਿਰਾਂ ਵਿੱਚ ਇੱਕ ਕਠੋਰ ਹੀਰੇ ਦੀ ਗਰਿੱਟ ਹੁੰਦੀ ਹੈ, ਵਿਚਕਾਰਲੇ ਸਿਰ ਸਨਮਾਨ ਲਈ ਹੁੰਦੇ ਹਨ, ਅਤੇ ਆਖਰੀ ਕੁਝ ਸਿਰ ਮਹਿਸੂਸ ਕੀਤੇ ਬਫਰ ਪੈਡਾਂ ਨਾਲ ਲੈਸ ਹੁੰਦੇ ਹਨ।ਇਨ੍ਹਾਂ ਪੈਡਾਂ 'ਤੇ ਪਾਣੀ ਅਤੇ ਐਲੂਮੀਨੀਅਮ ਜਾਂ ਟੀਨ ਆਕਸਾਈਡ ਪਾਊਡਰ ਹੁੰਦਾ ਹੈ ਤਾਂ ਜੋ ਪੱਥਰ ਨੂੰ ਨਿਰਵਿਘਨ, ਗਲੋਸੀ ਫਿਨਿਸ਼ ਕਰਨ ਲਈ ਪਾਲਿਸ਼ ਕੀਤਾ ਜਾ ਸਕੇ।
- ਪਾਲਿਸ਼ਡ ਸਲੈਬ ਨੂੰ ਫਿਰ ਕਨਵੇਅਰ ਬੈਲਟ ਦੇ ਨਾਲ ਹਾਈਡ੍ਰੌਲਿਕ ਬ੍ਰੇਕਰ ਵਿੱਚ ਭੇਜਿਆ ਜਾਂਦਾ ਹੈ।ਬ੍ਰੇਕਰ ਕਾਰਬਾਈਡ ਦੰਦਾਂ ਨਾਲ ਲੈਸ ਹੁੰਦਾ ਹੈ ਜੋ ਗ੍ਰੇਨਾਈਟ ਸਲੈਬ 'ਤੇ 5,000 psi ਦੇ ਕਰੀਬ ਹਾਈਡ੍ਰੌਲਿਕ ਦਬਾਅ ਪਾਉਂਦਾ ਹੈ, ਜਿਸ ਨਾਲ ਪੱਥਰ ਨੂੰ ਲੰਬਕਾਰੀ ਕੱਟ ਹੁੰਦਾ ਹੈ।
- ਫਿਰ ਕੱਟੇ ਹੋਏ ਪੱਥਰ ਨੂੰ ਢੁਕਵੀਂ ਸ਼ਕਲ ਵਿੱਚ ਤਿਆਰ ਕੀਤਾ ਜਾਂਦਾ ਹੈ।ਇਹ ਜਾਂ ਤਾਂ ਹੱਥਾਂ ਦੁਆਰਾ ਇੱਕ ਛੀਸਲ ਅਤੇ ਹਥੌੜੇ ਨਾਲ ਕੀਤਾ ਜਾਂਦਾ ਹੈ, ਜਾਂ ਇੱਕ ਮਲਟੀ-ਬਲੇਡ ਹੀਰੇ ਦੀ ਆਰੀ ਨਾਲ.ਇਸ ਮਸ਼ੀਨ ਨੂੰ 30 ਬਲੇਡ ਰੱਖਣ ਲਈ ਸੈੱਟ ਕੀਤਾ ਜਾ ਸਕਦਾ ਹੈ, ਪਰ ਆਮ ਤੌਰ 'ਤੇ ਸਿਰਫ ਅੱਠ ਜਾਂ ਨੌਂ ਨਾਲ ਲੋਡ ਕੀਤਾ ਜਾਂਦਾ ਹੈ।ਨੌਂ ਬਲੇਡਾਂ ਨਾਲ ਲੈਸ, ਇਹ ਬਹੁ-ਬਲੇਡ ਵਾਲਾ ਹੀਰਾ ਆਰਾ 27 ਫੁੱਟ ਤੱਕ ਕੱਟ ਸਕਦਾ ਹੈ2(2.5 ਮੀ2) ਇੱਕ ਘੰਟਾ।
- ਪੱਥਰ ਦੀਆਂ ਸਤਹਾਂ ਨੂੰ ਫਿਰ ਪਾਲਿਸ਼ ਕੀਤਾ ਜਾਂਦਾ ਹੈ।ਇੱਕ ਉੱਚ ਸਵੈਚਾਲਤ ਪ੍ਰਕਿਰਿਆ ਵਿੱਚ, ਇੱਕ ਸਮੇਂ ਵਿੱਚ 64 ਟੁਕੜਿਆਂ ਨੂੰ ਪਾਲਿਸ਼ ਕੀਤਾ ਜਾ ਸਕਦਾ ਹੈ।
- ਲੰਬਕਾਰੀ ਕਿਨਾਰਿਆਂ ਨੂੰ ਇੱਕ ਆਟੋਮੇਟਿਡ ਪਾਲਿਸ਼ਿੰਗ ਮਸ਼ੀਨ ਦੁਆਰਾ ਪਾਲਿਸ਼ ਕੀਤਾ ਜਾਂਦਾ ਹੈ, ਸਤਹ ਪੋਲਿਸ਼ਰ ਦੇ ਸਮਾਨ।ਇਹ ਮਸ਼ੀਨ ਸਭ ਤੋਂ ਕਠੋਰ ਗਰਿੱਟ ਸਿਰ ਦੀ ਚੋਣ ਕਰਦੀ ਹੈ ਅਤੇ ਇਸ ਨੂੰ ਪੱਥਰ ਦੇ ਖੜ੍ਹਵੇਂ ਕਿਨਾਰਿਆਂ 'ਤੇ ਕੰਮ ਕਰਦੀ ਹੈ।ਮਸ਼ੀਨ ਫਿਰ ਦੂਜੇ ਗਰਿੱਟਸ ਦੁਆਰਾ ਆਪਣੇ ਤਰੀਕੇ ਨਾਲ ਕੰਮ ਕਰਦੀ ਹੈ ਜਦੋਂ ਤੱਕ ਕਿਨਾਰੇ ਨਿਰਵਿਘਨ ਨਹੀਂ ਹੁੰਦੇ.
- ਰੇਡੀਅਲ ਕਿਨਾਰੇ ਦੋ ਹੀਰੇ ਪੀਸਣ ਵਾਲੇ ਡਰੱਮਾਂ ਦੀ ਵਰਤੋਂ ਕਰਦੇ ਹੋਏ ਇੱਕੋ ਸਮੇਂ ਜ਼ਮੀਨ ਅਤੇ ਪਾਲਿਸ਼ ਕੀਤੇ ਜਾਂਦੇ ਹਨ।ਇੱਕ ਵਿੱਚ ਇੱਕ ਕਠੋਰ ਗਰਿੱਟ ਹੀਰਾ ਹੈ, ਅਤੇ ਦੂਜੇ ਵਿੱਚ ਇੱਕ ਵਧੀਆ ਗਰਿੱਟ ਹੈ।ਪੱਥਰ ਦੇ ਰੇਡੀਅਲ ਕਿਨਾਰਿਆਂ ਨੂੰ ਫਿਰ ਪਾਲਿਸ਼ ਕੀਤਾ ਜਾਂਦਾ ਹੈ।
- ਜੇ ਗੁੰਝਲਦਾਰ ਪੱਥਰ ਦੇ ਆਕਾਰ ਦੀ ਲੋੜ ਹੁੰਦੀ ਹੈ, ਤਾਂ ਪਾਲਿਸ਼ ਕੀਤੇ ਪੱਥਰ ਨੂੰ ਹੀਰੇ ਦੀ ਤਾਰ ਦੇ ਆਰੇ ਵਿੱਚ ਭੇਜਿਆ ਜਾਂਦਾ ਹੈ।ਆਪਰੇਟਰ ਆਰੇ ਨੂੰ ਐਡਜਸਟ ਕਰਦਾ ਹੈ ਅਤੇ ਪ੍ਰਕਿਰਿਆ ਸ਼ੁਰੂ ਕਰਦਾ ਹੈ, ਜੋ ਹੈੱਡਸਟੋਨ ਵਿੱਚ ਆਕਾਰਾਂ ਨੂੰ ਐਚ ਕਰਨ ਲਈ ਕੰਪਿਊਟਰ ਸੌਫਟਵੇਅਰ ਦੀ ਵਰਤੋਂ ਕਰਦਾ ਹੈ।ਕੋਈ ਵੀ ਵਧੀਆ ਐਚਿੰਗ ਜਾਂ ਵੇਰਵਾ ਹੱਥ ਨਾਲ ਪੂਰਾ ਕੀਤਾ ਜਾਂਦਾ ਹੈ।
- ਹੈੱਡਸਟੋਨ ਫਿਰ ਮੁਕੰਮਲ ਕਰਨ ਲਈ ਤਿਆਰ ਹੈ.ਰਾਕ ਪਿਚਿੰਗ ਵਿੱਚ ਪੱਥਰ ਦੇ ਬਾਹਰੀ ਕਿਨਾਰਿਆਂ ਨੂੰ ਹੱਥਾਂ ਨਾਲ ਛਾਣਨਾ ਸ਼ਾਮਲ ਹੈ, ਇੱਕ ਵਧੇਰੇ ਪਰਿਭਾਸ਼ਿਤ, ਨਿੱਜੀ ਸ਼ਕਲ ਦੇਣਾ।
- ਹੁਣ ਜਦੋਂ ਕਿ ਹੈੱਡਸਟੋਨ ਨੂੰ ਪਾਲਿਸ਼ ਕੀਤਾ ਗਿਆ ਹੈ ਅਤੇ ਆਕਾਰ ਦਿੱਤਾ ਗਿਆ ਹੈ, ਇਹ ਉੱਕਰੀ ਕਰਨ ਦਾ ਸਮਾਂ ਹੈ।ਸੈਂਡਬਲਾਸਟਿੰਗ ਆਮ ਤੌਰ 'ਤੇ ਵਰਤੀ ਜਾਂਦੀ ਹੈ।ਹੈੱਡਸਟੋਨ 'ਤੇ ਤਰਲ ਗੂੰਦ ਲਗਾਇਆ ਜਾਂਦਾ ਹੈ।ਗੂੰਦ ਉੱਤੇ ਇੱਕ ਰਬੜ ਦਾ ਸਟੈਨਸਿਲ ਲਗਾਇਆ ਜਾਂਦਾ ਹੈ ਅਤੇ ਫਿਰ ਡਿਜ਼ਾਈਨ ਦੇ ਇੱਕ ਕਾਰਬਨ-ਬੈਕਡ ਲੇਆਉਟ ਨਾਲ ਢੱਕਿਆ ਜਾਂਦਾ ਹੈ।ਕਾਰਬਨ ਡਰਾਫਟਸਮੈਨ ਦੁਆਰਾ ਤਿਆਰ ਕੀਤੇ ਗਏ ਡਿਜ਼ਾਈਨ ਨੂੰ ਰਬੜ ਦੇ ਸਟੈਨਸਿਲ ਉੱਤੇ ਟ੍ਰਾਂਸਫਰ ਕਰਦਾ ਹੈ।ਕਰਮਚਾਰੀ ਫਿਰ ਉਹਨਾਂ ਅੱਖਰਾਂ ਅਤੇ ਡਿਜ਼ਾਈਨ ਵਿਸ਼ੇਸ਼ਤਾਵਾਂ ਨੂੰ ਕੱਟਦਾ ਹੈ ਜੋ ਪੱਥਰ 'ਤੇ ਲੋੜੀਂਦੇ ਹਨ, ਉਹਨਾਂ ਨੂੰ ਸੈਂਡਬਲਾਸਟਿੰਗ ਦੇ ਸਾਹਮਣੇ ਲਿਆਉਂਦਾ ਹੈ।ਸੈਂਡਬਲਾਸਟਿੰਗ ਜਾਂ ਤਾਂ ਹੱਥੀਂ ਕੀਤੀ ਜਾਂਦੀ ਹੈ ਜਾਂ ਆਟੋਮੈਟਿਕ ਹੁੰਦੀ ਹੈ।ਕੋਈ ਵੀ ਤਰੀਕਾ ਪ੍ਰਕਿਰਿਆ ਦੇ ਖ਼ਤਰਿਆਂ ਦੇ ਕਾਰਨ ਇੱਕ ਬੰਦ ਖੇਤਰ ਵਿੱਚ ਕੀਤਾ ਜਾਂਦਾ ਹੈ।ਮਜ਼ਦੂਰ ਨੂੰ ਪੱਥਰ ਤੋਂ ਪ੍ਰਤੀਬਿੰਬਿਤ ਦਾਣਿਆਂ ਤੋਂ ਸੁਰੱਖਿਅਤ ਰੱਖਣ ਲਈ ਪੂਰੀ ਤਰ੍ਹਾਂ ਢੱਕਿਆ ਹੋਇਆ ਹੈ।ਕੋਰਸ ਕੱਟਣ ਵਾਲੇ ਘਬਰਾਹਟ ਨੂੰ 100 psi ਦੇ ਬਲ ਨਾਲ ਲਗਾਇਆ ਜਾਂਦਾ ਹੈ।ਧੂੜ ਇਕੱਠਾ ਕਰਨ ਵਾਲੇ ਧੂੜ ਨੂੰ ਮੁੜ ਵਰਤੋਂ ਲਈ ਇਕੱਠਾ ਕਰਦੇ ਹਨ ਅਤੇ ਸੁਰੱਖਿਅਤ ਕਰਦੇ ਹਨ।
- ਕਿਸੇ ਵੀ ਬਚੇ ਹੋਏ ਸਟੈਨਸਿਲ ਜਾਂ ਗੂੰਦ ਤੋਂ ਛੁਟਕਾਰਾ ਪਾਉਣ ਲਈ ਪੱਥਰ ਨੂੰ ਉੱਚ ਦਬਾਅ ਵਾਲੀ ਭਾਫ਼ ਨਾਲ ਛਿੜਕਿਆ ਜਾਂਦਾ ਹੈ।ਇਸਨੂੰ ਦੁਬਾਰਾ ਪਾਲਿਸ਼ ਕੀਤਾ ਜਾਂਦਾ ਹੈ ਅਤੇ ਧਿਆਨ ਨਾਲ ਨਿਰੀਖਣ ਕੀਤਾ ਜਾਂਦਾ ਹੈ, ਫਿਰ ਫਿਨਿਸ਼ ਨੂੰ ਸੁਰੱਖਿਅਤ ਕਰਨ ਲਈ ਸੈਲੋਫੇਨ ਜਾਂ ਭਾਰੀ ਕਾਗਜ਼ ਵਿੱਚ ਪੈਕ ਕੀਤਾ ਜਾਂਦਾ ਹੈ।ਪੈਕੇਜ ਨੂੰ ਕਰੇਟ ਵਿੱਚ ਰੱਖਿਆ ਜਾਂਦਾ ਹੈ ਅਤੇ ਗਾਹਕ ਜਾਂ ਅੰਤਿਮ ਸੰਸਕਾਰ ਡਾਇਰੈਕਟਰ ਨੂੰ ਭੇਜਿਆ ਜਾਂਦਾ ਹੈ।
ਗੁਣਵੱਤਾ ਕੰਟਰੋਲ
ਗੁਣਵੱਤਾ ਨਿਯੰਤਰਣ ਪੂਰੀ ਨਿਰਮਾਣ ਪ੍ਰਕਿਰਿਆ ਦੌਰਾਨ ਜ਼ੋਰਦਾਰ ਢੰਗ ਨਾਲ ਲਾਗੂ ਕੀਤਾ ਜਾਂਦਾ ਹੈ।ਮੋਟੇ ਗ੍ਰੇਨਾਈਟ ਦੇ ਹਰੇਕ ਸਲੈਬ ਦੀ ਰੰਗ ਇਕਸਾਰਤਾ ਲਈ ਜਾਂਚ ਕੀਤੀ ਜਾਂਦੀ ਹੈ।ਹਰ ਪਾਲਿਸ਼ਿੰਗ ਕਦਮ ਦੇ ਬਾਅਦ, ਸਿਰ ਦੇ ਪੱਥਰ ਨੂੰ ਖਾਮੀਆਂ ਲਈ ਜਾਂਚਿਆ ਜਾਂਦਾ ਹੈ.ਚਿੱਪ ਜਾਂ ਸਕ੍ਰੈਚ ਦੇ ਪਹਿਲੇ ਸੰਕੇਤ 'ਤੇ, ਪੱਥਰ ਨੂੰ ਲਾਈਨ ਤੋਂ ਹਟਾ ਦਿੱਤਾ ਜਾਂਦਾ ਹੈ.
ਉਪ-ਉਤਪਾਦ/ਕੂੜਾ
ਖੱਡ 'ਤੇ ਵਰਤੀ ਜਾਂਦੀ ਕੱਟਣ ਦੀ ਪ੍ਰਕਿਰਿਆ 'ਤੇ ਨਿਰਭਰ ਕਰਦਿਆਂ, ਕੂੜਾ ਵੱਖ-ਵੱਖ ਹੁੰਦਾ ਹੈ।ਡ੍ਰਿਲਿੰਗ ਖੁਦਾਈ ਦਾ ਸਭ ਤੋਂ ਘੱਟ ਸਹੀ ਤਰੀਕਾ ਹੈ, ਇਸ ਤਰ੍ਹਾਂ ਸਭ ਤੋਂ ਵੱਧ ਕੂੜਾ ਪੈਦਾ ਹੁੰਦਾ ਹੈ।ਵਾਟਰ ਜੈੱਟ ਵਿਧੀ ਘੱਟ ਤੋਂ ਘੱਟ ਸ਼ੋਰ ਪ੍ਰਦੂਸ਼ਣ ਅਤੇ ਧੂੜ ਪੈਦਾ ਕਰਦੀ ਹੈ।ਇਹ ਹੋਰ ਪ੍ਰਕਿਰਿਆਵਾਂ ਨਾਲੋਂ ਜ਼ਿਆਦਾ ਬਾਲਣ ਕੁਸ਼ਲ ਹੈ, ਅਤੇ ਪਾਣੀ ਨੂੰ ਰੀਸਾਈਕਲ ਕਰਨ ਦੇ ਯੋਗ ਬਣਾਉਂਦਾ ਹੈ।ਸੈਂਡਬਲਾਸਟਿੰਗ ਵਿੱਚ ਥੋੜਾ ਜਿਹਾ ਕੂੜਾ ਵੀ ਹੁੰਦਾ ਹੈ ਕਿਉਂਕਿ ਰੇਤ ਦੇ ਕਣਾਂ ਨੂੰ ਇਕੱਠਾ ਕੀਤਾ ਜਾਂਦਾ ਹੈ ਅਤੇ ਦੁਬਾਰਾ ਵਰਤਿਆ ਜਾਂਦਾ ਹੈ।ਨਿਰਮਾਣ ਤੋਂ ਕੋਈ ਵੀ ਨੁਕਸਦਾਰ ਗ੍ਰੇਨਾਈਟ ਪੱਥਰ ਆਮ ਤੌਰ 'ਤੇ ਹੋਰ ਨਿਰਮਾਣ ਕੰਪਨੀਆਂ ਨੂੰ ਵੇਚੇ ਜਾਂਦੇ ਹਨ ਜਾਂ ਵਿਦੇਸ਼ਾਂ ਵਿੱਚ ਨਿਰਯਾਤ ਕੀਤੇ ਜਾਂਦੇ ਹਨ।ਹੋਰ ਘਟੀਆ ਪੱਥਰਾਂ ਨੂੰ ਰੱਦ ਕਰ ਦਿੱਤਾ ਜਾਂਦਾ ਹੈ।
ਭਵਿੱਖ
ਬਹੁਤ ਸਾਰੀਆਂ ਨਵੀਆਂ ਤਕਨੀਕਾਂ ਹਨ ਜੋ ਸਿਰ ਦੇ ਪੱਥਰਾਂ 'ਤੇ ਡਿਜ਼ਾਈਨ ਬਣਾਉਣ ਲਈ ਨਵੀਨਤਾਕਾਰੀ ਸੌਫਟਵੇਅਰ ਦੀ ਵਰਤੋਂ ਕਰਦੀਆਂ ਹਨ।ਲੇਜ਼ਰ ਐਚਿੰਗ ਇੱਕ ਆਗਾਮੀ ਵਿਕਾਸ ਹੈ ਜੋ ਲੇਜ਼ਰ ਬੀਮ ਦੀ ਵਰਤੋਂ ਕਰਕੇ ਤਸਵੀਰਾਂ ਅਤੇ ਹੋਰ ਗੁੰਝਲਦਾਰ ਡਿਜ਼ਾਈਨਾਂ ਨੂੰ ਹੈੱਡਸਟੋਨ 'ਤੇ ਲਗਾਉਣ ਦੀ ਇਜਾਜ਼ਤ ਦਿੰਦਾ ਹੈ।ਲੇਜ਼ਰ ਤੋਂ ਗਰਮੀ ਗ੍ਰੇਨਾਈਟ ਦੀ ਸਤ੍ਹਾ 'ਤੇ ਕ੍ਰਿਸਟਲ ਨੂੰ ਪੌਪ ਕਰਦੀ ਹੈ, ਨਤੀਜੇ ਵਜੋਂ ਇੱਕ ਉੱਚੀ, ਹਲਕੇ ਰੰਗ ਦੀ ਐਚਿੰਗ ਹੁੰਦੀ ਹੈ।
ਨੇੜ ਭਵਿੱਖ ਵਿੱਚ ਗ੍ਰੇਨਾਈਟ ਦੇ ਘਟਣ ਦੀ ਸੰਭਾਵਨਾ ਨਹੀਂ ਹੈ।ਜਿਵੇਂ ਕਿ ਖੱਡਾਂ ਦੀ ਖੁਦਾਈ ਕੀਤੀ ਜਾਂਦੀ ਹੈ, ਨਵੇਂ ਸਰੋਤ ਵਿਕਸਿਤ ਹੁੰਦੇ ਹਨ।ਇੱਥੇ ਬਹੁਤ ਸਾਰੇ ਨਿਯਮ ਹਨ ਜੋ ਗ੍ਰੇਨਾਈਟ ਦੀ ਮਾਤਰਾ ਨੂੰ ਸੀਮਤ ਕਰਦੇ ਹਨ ਜੋ ਇੱਕ ਸਮੇਂ ਵਿੱਚ ਨਿਰਯਾਤ ਕੀਤਾ ਜਾ ਸਕਦਾ ਹੈ।ਮੁਰਦਿਆਂ ਦੇ ਨਿਪਟਾਰੇ ਦੇ ਵਿਕਲਪਕ ਤਰੀਕੇ ਵੀ ਅਜਿਹੇ ਕਾਰਕ ਹਨ ਜੋ ਸਿਰ ਦੇ ਪੱਥਰਾਂ ਦੇ ਉਤਪਾਦਨ ਨੂੰ ਸੀਮਤ ਕਰ ਸਕਦੇ ਹਨ।
ਪੋਸਟ ਟਾਈਮ: ਜਨਵਰੀ-05-2021